CICLO PRODUTTIVO
DELLE FORCHE PER CARRELLI ELEVATORI
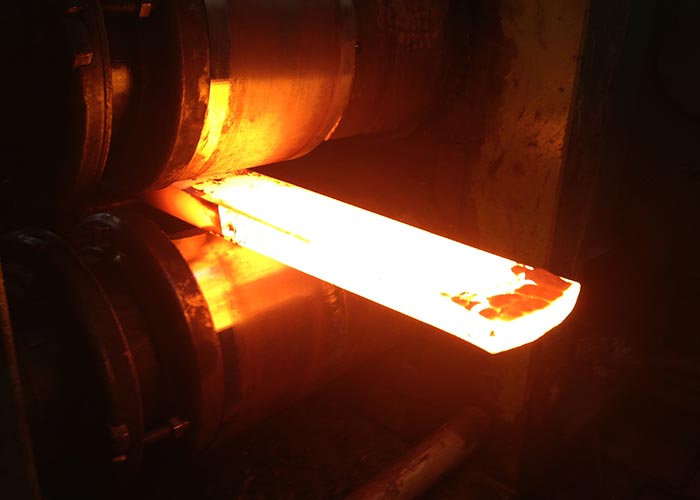
 TAGLIO, LAMINAZIONE E TRANCIATURA
TAGLIO, LAMINAZIONE E TRANCIATURA
La prima fase della lavorazione delle forche per carrelli elevatori consiste nel taglio delle barra d’acciaio 42CRMo4 acquistate in acciaierie
certificate. Dopo aver inserito i tranci ferrosi nei forni dedicati si procede con la laminazione, per ridurre la lamina fino allo spessore
desiderato, e la tranciatura.
 RASTREMATURA E PIEGATURA
RASTREMATURA E PIEGATURA
Successivamente si procede alla rastrematura che diminuisce lo spessore della punta per evitare che questa sfreghi con il suolo durante la
movimentazione. Si procede poi con la piegatura che, rispettando precisi valori di angolatura, conferisce alla forca la forma a “L”.
 TEMPRATURA E SALDATURA
TEMPRATURA E SALDATURA
Dopo la piegatura, alla forca vengono saldati gli attacchi ed è pronta per essere temprata. Questo specifico trattamento termico conferisce al
metallo un’elevata resistenza e la conseguente lunga durata dell’oggetto.
 ACCOPPIAMENTO E VERNICIATURA
ACCOPPIAMENTO E VERNICIATURA
Una volta raggiunti i necessari valori d’indurimento si provvede all’accoppiamento delle forche a seconda delle dimensioni e delle caratteristiche per poi
procedere con la granigliatura, la sabbiatura e la verniciatura delle forche.
 CONTROLLO DI QUALITÀ E IMBALLAGGIO
CONTROLLO DI QUALITÀ E IMBALLAGGIO
Il prodotto finito viene poi sottoposto a tutti i controlli di qualità per assicurarsi che corrisponda a tutti gli standard previsti e alle
normative vigenti. Le forche ora sono pronte per essere imballate e spedite al cliente.
 TAGLIO, LAMINAZIONE E TRANCIATURA
TAGLIO, LAMINAZIONE E TRANCIATURA  RASTREMATURA E PIEGATURA
RASTREMATURA E PIEGATURA 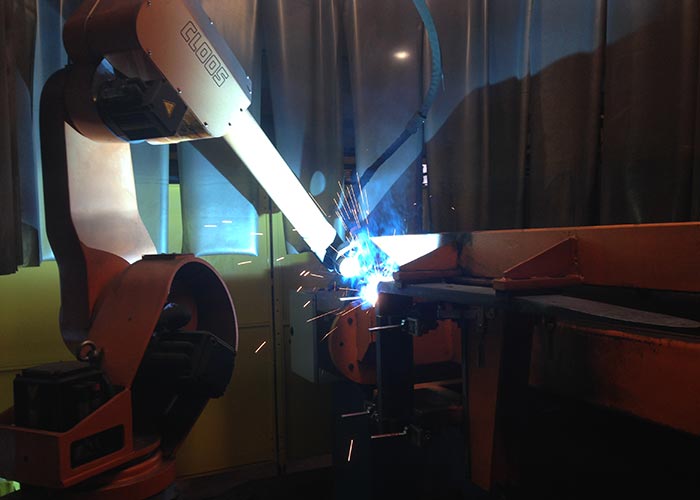 TEMPRATURA E SALDATURA
TEMPRATURA E SALDATURA  ACCOPPIAMENTO E VERNICIATURA
ACCOPPIAMENTO E VERNICIATURA  CONTROLLO DI QUALITÀ E IMBALLAGGIO
CONTROLLO DI QUALITÀ E IMBALLAGGIO